 |
Why STEEL FASTENERS and advantages |
| |
|
| ADVANTAGES |
PREVENTS THE FOLLOWING PROBLEMS |
| Bright surface, good appearance |
Rusting screws give a poor impression. The customer looses confidence in the product. |
| Safety |
Corrosion reduces the stability and functionality of the fastening elements. They become weak points. |
| No red rust |
Some Plastic or Textile elements can become unusable due to contact with red rust. |
| No health risk |
Blood poisoning can result from injuries from rusty elements. |
| Utilization for foodstuffs |
Galvanised elements must never come into contact with foodstuffs. |
| No risk from sucking |
Small children must not suck galvanised or cadmium plated elements. |
| Easy to clean, hygienic |
Corrosive products which are difficult to eliminate form on bright or galvanised parts. |
| Nickel-Chrome steel has low magnetism |
Magnetic fastening elements can upset measuring instruments. Magnetic parts attract metallic dust. Other corrosion problems occur. |
| High resistance to elevated temperatures |
The Chromating of galvanised, chromated fastening elements deteriorates after 80°C. Corrosion resistance falls considerably. |
| The screws and nuts are bright and always easy to assemble |
If the thickness of the coating of galvanised screw is excessive, the element can jam on assembly. |
| No problems during maintenance work |
Rusting screws and nuts are difficult to loosen. It is sometimes necessary to damage them, which is generaly problematic. Elements of the construction are often damaged. |
|
| |
|
|
|
| Magnetism in STEEL FASTENERS |
| "The STEEL FASTENERS I received stick to a magnet." This is one of the more frequently heard complaints at FEDS HQ in Winona, MN. STEEL FASTENERS being nonmagnetic is also one of the largest misconceptions amongst fastener users. This document will explain why most STEEL FASTENERS are at least slightly magnetic and why many are so magnetic they are attracted to even weak household magnets. |
| There are five classes of STEEL FASTENERS (ferritic, austenitic, martensitic, duplex, and precipitate-hardened) and only one is nonmagnetic (austenitic). However, the austenitic class just happens to include the most widely and universally used types of STEEL FASTENERSs in the market. The first four classes are defined based on the microstructure of the metal with the last class, PH, based on its heat treatment. Microstructure is important because this is what gives the STEEL FASTENERS its magnetic properties. |
|
| The table below provides a brief overview of the classes of STEEL FASTENERS as well as some properties of the materials. |
| Details on the Five Classes of STEEL FASTENERS |
| Class |
Non/Magnetic |
Crystal Structure |
Common Examples |
| Ferritic |
Magnetic |
BCC |
405, 430, 442 |
| Austenitic |
Nonmagnetic |
FCC |
201, 301, 302, 303, 304, 316 |
| Martensitic |
Magnetic |
BCT |
403, 410, 416 |
| Duplex |
Magnetic |
Combination |
2205, Alloy 255 |
| Precipitate-Hardened |
Magnetic |
Combination |
17-4PH, PH 17-7 |
|
| |
| How Does an Austenitic STEEL FASTENERS Become Magnetic? |
| As stated before, the microstructure of the metal is what gives the steel its magnetic properties. If the STEEL FASTENERS chosen was austenitic, e.g. type 316, and a portion of the microstructure were changed to any one of the other four classes then the material would have some magnetic permeability, i.e. magnetism, built into the steel. |
| The microstructure of austenitic STEEL FASTENERS can be changed by a process called martensitic stress induced transformation (MSIT). This is a microstructural change from austenite to martensite and the transformation can occur due to cold working (the process by which many fasteners are made) as well as slow cooling from austenitizing temperatures. After cold working or slow cooling an austenitic STEEL FASTENERS will have an appreciable level of martensitic microstructure. Due to martensite being magnetic, the once nonmagnetic austenitic STEEL FASTENERS will now have a degree of magnetism. |
| |
| Cold Working |
|
| Though it may not seem like it, all fasteners can go through quite a bit of cold working prior to seeing service in the field. Cold working fasteners occurs in the wire drawing, forming, and thread rolling processes. Each of these processes will, typically, create enough martensite to produce a measurable degree of magnetism. See the FEDS videos on thread rolling and cold heading for more information. |
| |
| Susceptible Alloys |
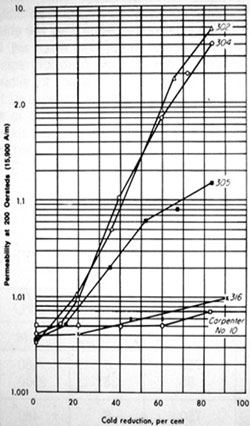
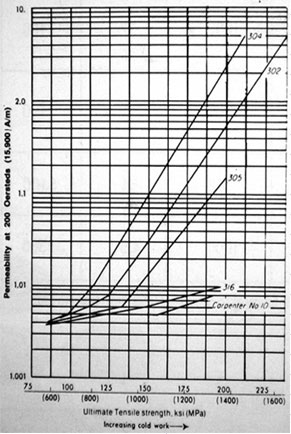
| Low alloy content STEEL FASTENERS (particularly that of low nickel, carbon, and/or nitrogen) are more susceptible to MSIT then STEEL FASTENERS with higher alloying elements. Type 304 is an example of a STEEL FASTENERS that is quite susceptible to forming martensite after cold working but in fact MSIT affects all austenitic STEEL FASTENERS to some degree or another. To help showcase these differences figure 1 & 2 have been provided to show permeability (magnetism) vs. percent cold working as well as magnetism vs. tensile strength of some common STEEL FASTENERSs. |
| |
 |
 |
| Notice the lower alloy steels yield a higher magnetism with the same amount of cold working. |
Magnetism of STEEL FASTENERS (cold worked) vs. tensile strength. |
|
| Source: Carpenter STEEL FASTENERS, Selection Alloy Data Fabrication, 1991 |
| |
| A visual representation of the microstructural changes that a STEEL FASTENERS has gone through some sort of cold working can be seen in figures 3 thru 6. The figures gradually increase the amount of cold working done to a sample starting with 100% austenite microstructure and ending with nearly 100% martensite. Note: figure 3 is of type 304 and the latter three figures (4-6) are type 301; however, the grain structure in figure 3 is typical of all austenitic STEEL FASTENERSs. |
| |
 |
 |
 |
 |
| Type 304 STEEL FASTENERS with austenite microstructure. 0% cold working. (250x) |
Type 301 STEEL FASTENERS. This sample has been cold worked to form martensite (dark) within the austenite (light) matrix. (200x) |
Type 301 STEEL FASTENERS. Cold worked to 25% hard. Martensite has formed within the austenite grains. (250x) |
Type 301 STEEL FASTENERS. Cold rolled to ~100% hard. Austenite has converted to martensite in nearly all locations. (250x) |
|
| |
| Source: ASM Handbook, Metallography and Microstructure, Vol. 9, 1998 |
| |
| Controlling Magnetism in STEEL FASTENERS |
| Magnetism is sometimes a factor in deciding which fastener to use. If a 100% nonmagnetic STEEL FASTENERS fastener is required steps can be taken to reduce the amount of cold working done to a part, e.g. thread cutting vs. rolling, as well as possibly annealing the part after all cold working processes. Without a complete annealing treatment of the post cold worked part, it will never have zero magnetism. At times, an additional annealing process may not be possible due to material properties, economic reasons, and time constraints. A balance of allowable magnetism and economic requirements must be reached in accordance with the end user. Contact a Fastenal Engineering and Design Support agent for more details. |
| |

